Summary: Po dokončení procesu nanášení barevného ocelového svitku se napětí poskytované napínačem přenese do výstupní části...
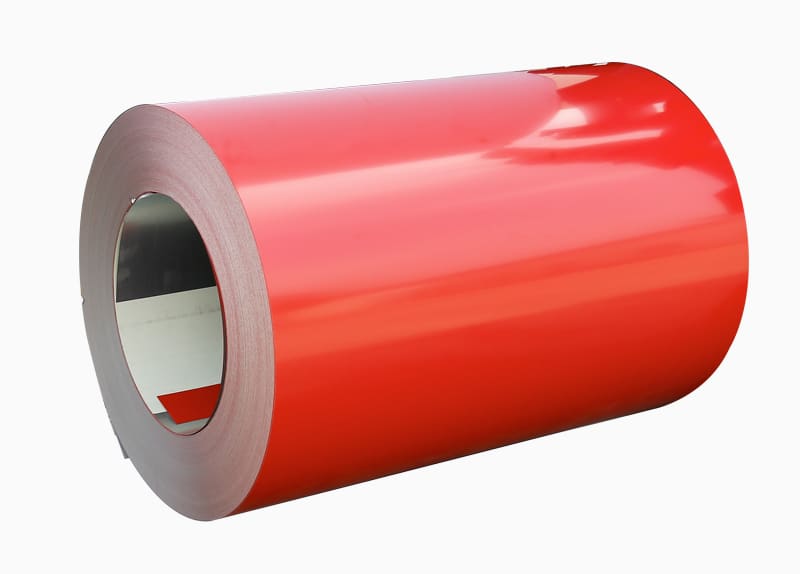
Po dokončení procesu nanášení barevného ocelového svitku se napětí poskytované napínačem přenese do výstupní části. Skladová jednotka je během běžného provozu výrobní linky prázdná. Když se výstupní sekce zastaví a vyloží, skladovací jednotka bude pokračovat v malování z válce. Barevné ocelové svitky z procesní sekce jsou opět uloženy.
Poté, co se další role začne převíjet, výstupní sekce zrychlí a vytáhne smyčkovač. Exportní skladovací jednotka prochází dvěma řídicími válečky a napínačem, aby se udrželo správné napětí v úložné jednotce, a poskytuje dodatečné napětí pro navíjení. Cívka prochází paletou, válečkem a svěrkou palet, aby se dostala ke střihacímu stroji. Na místě je spoj cívky odříznut a řídicí válec vstupuje do navíječe, aby se převinul.
Mezi navíječem a svěrkou je fotoelektrické zařízení pro kontrolu okraje. Senzor dokáže detekovat okraj cívky, to znamená, že pošle signál navíječi, aby skluz sledoval, aby se zajistilo, že se cívka z barevné oceli svine.
Když navíjecí stroj dosáhne požadovaného průměru, navíjecí stroj se zastaví, odřízne svitky a podávací vozík se zvedne, drží svitky, hlavní hřídel navíjecího stroje se roztáhne a smrští a podávací vozík přepraví ocelové svitky ke svazkování. . A vážení.
Hlava další cívky je odeslána do navíječe a navíječ zrychluje, dokud není cívka v zásobníku dokončena. Tímto způsobem běží výstupní sekce stejnou rychlostí jako celková výrobní linka.