- č.8,zaolinská silnice,
ulice longxiang,
tongxiang, zhejiang, Čína - +86 573 89381086[email protected]
- StahováníPDF brožury
Cesta ocelového svitku začíná dlouho předtím, než dorazí do továrny nebo na staveniště. Začíná se surovinami – železnou rudou, koksovatelném uhlím a vápencem – přiváděnými do vysoké pece, kde se při teplotách přesahujících 2 700 °F (1 480 °C) taví na tekuté surové železo. Roztavené železo se poté přenese do bazické kyslíkové pece (BOF) nebo elektrické obloukové pece (EAF), kde se odstraní nečistoty a obsah uhlíku se pečlivě upraví, aby se vyrobila tekutá ocel požadovaného složení.
Tekutá ocel se kontinuálně odlévá do silných desek – obvykle 200 až 250 mm tlustých a až 2 metry širokých. Tyto desky jsou výchozím bodem pro všechny ploché válcované ocelové výrobky, včetně svitků. Po odlití se bramy buď okamžitě zpracují, nebo se znovu zahřejí v peci pro ohřev bram před vstupem do válcovny pásů za tepla, což je část zařízení, která je přímo zodpovědná za výrobu ocelových svitků válcovaných za tepla.
V pásové válcovně za tepla je znovu ohřátá brama postupně stlačována mezi řadou válcovacích stolic, přičemž každá z nich snižuje tloušťku, zatímco se pás prodlužuje a zrychluje. V době, kdy pás opouští dokončovací stolice, se může pohybovat rychlostí 80 km/h nebo více a byl zmenšen z 250 mm desky na pás tenký až 1,5 mm. Pás je poté ochlazen na výběhovém stole pomocí řízených vodních sprejů a poté je navíjen navíječkou do cívky. Teplota navíjení je pečlivě řízena, protože přímo ovlivňuje mikrostrukturu a mechanické vlastnosti konečného produktu.
Svitky válcované za tepla mohou být prodávány přímo pro mnoho aplikací, ale pro použití vyžadující užší tolerance, lepší kvalitu povrchu nebo vyšší pevnost je zapotřebí další zpracování. Za tepla válcovaný svitek je nejprve mořen - prochází lázní kyseliny chlorovodíkové nebo sírové - k odstranění oxidových okují z povrchu. To vytváří mořený a naolejovaný (P&O) svitek, který lze použít přímo nebo jej poslat k válcování za studena.
Ve válcovně za studena je tloušťka mořeného pásu při pokojové teplotě dále redukována, typicky o 50–90 % jeho vstupní tloušťky. To dramaticky zlepšuje rovinnost, povrchovou úpravu a rozměrovou přesnost a zároveň zvyšuje mez kluzu díky mechanickému zpevnění. Za studena válcovaný svitek je poté žíhán – ohříván v peci s řízenou atmosférou – k obnovení tažnosti ztracené během zpracování za studena. Moderní kontinuální žíhací linky dokážou zpracovávat svitky vysokou rychlostí, zatímco vsázkové žíhání (pomocí zvonových pecí) se používá pro produkty vyžadující velmi měkké temperování.
Po žíhání procházejí svitky válcované za studena obvykle průchodem válcováním za studena – mírné snížení přibližně o 0,5–2 % – což eliminuje prodloužení meze průtažnosti (fenomén, který by během tváření způsobil povrchové značky zvané Lüdersovy linie), a jemně dolaďuje povrchovou úpravu a rovinnost pásu. Cívky s defekty rovinnosti mohou být také zpracovány pomocí vyrovnávací linky napětí, která napíná pás, aby se odstranily vlny, sada cívek nebo kuše.
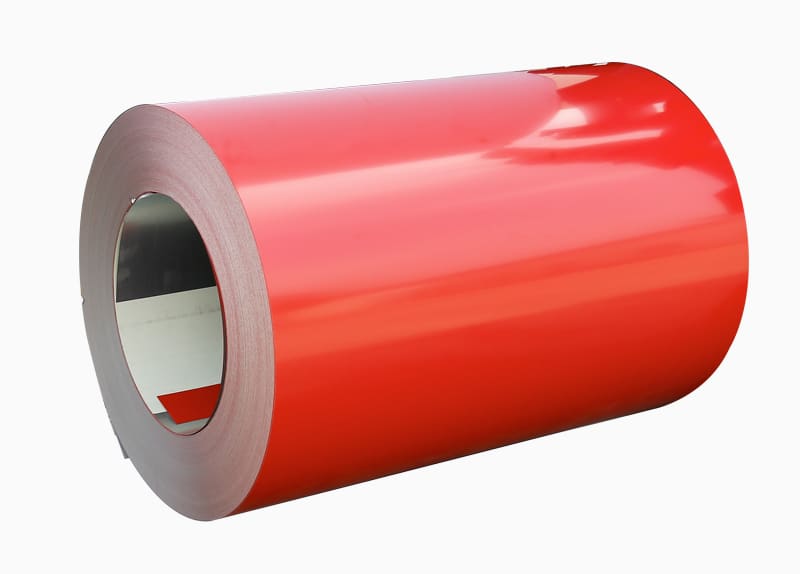
Velká část ocelových svitků používaných po celém světě dostává ochranný nebo dekorativní nátěr předtím, než se dostanou ke konečnému uživateli. Potahovací linky jsou kontinuální, vysokorychlostní operace, kde se ocelový pás čistí, předupravuje, potahuje a suší nebo vytvrzuje v jediném průchodu linkou. Typ aplikovaného povlaku určuje odolnost proti korozi, tvarovatelnost, natíratelnost a povrchový vzhled konečného produktu.
V kontinuální lince žárového zinkování se ocelový pás čistí a žíhá v ochranné atmosféře před ponořením do lázně roztaveného zinku o teplotě přibližně 460 °C. Když pás opouští zinkovou nádobu, vzduchové nože odfouknou přebytečný zinek, aby se řídila tloušťka povlaku. Hmotnost zinkového povlaku – vyjádřená v gramech na metr čtvereční (g/m²) – se pohybuje od Z60 (60 g/m²) pro lehké interiérové aplikace do Z275 (275 g/m²) pro náročné venkovní nebo konstrukční použití. Zinek se metalurgicky váže na ocelový povrch, poskytuje bariérovou ochranu i katodickou (obětní) ochranu, která zabraňuje šíření rzi, i když je povlak poškrábán.
Coil coating je jedním z nejúčinnějších procesů lakování ve výrobě. Ocelový pás prochází řadou fází chemické předúpravy, nanášením základního nátěru a nanášením vrchního nátěru pomocí nanášecích válečků, přičemž mezi jednotlivými fázemi jsou vytvrzovací pece. Celý proces probíhá v jediném kontinuálním průchodu rychlostí pásu až 200 metrů za minutu. Výsledkem je předbarvený ocelový svitek s vysoce konzistentním a odolným povrchem, který eliminuje potřebu lakování po výrobě. Povlaky zahrnují polyester, PVDF (polyvinylidenfluorid), SMP (silikonem modifikovaný polyester) a plastisol, z nichž každý nabízí různé kompromisy, pokud jde o flexibilitu, odolnost proti UV záření a chemickou odolnost.
Ocelové svitky jsou klasifikovány podle národních a mezinárodních norem, které definují přijatelné chemické složení, mechanické vlastnosti, rozměrové tolerance a kvalitu povrchu. Hlavní standardní systémy, se kterými se setkáte, jsou:
| Standardní systém | Původ | Příklady běžného stupně | Typické použití |
| JIS (japonský průmyslový standard) | Japonsko | SPCC, SPCD, SGCC, SGHC | Automobilový průmysl, spotřebiče, stavebnictví |
| EN (evropská norma) | Evropě | DC01, DC04, DX51D, S355 | Všeobecné tvářecí, konstrukční, povlakované výrobky |
| ASTM (Americká společnost pro testování a materiály) | USA | A1008, A1011, A653, A36 | Stavební, průmyslové, pozinkované výrobky |
| GB (Guojia Biaozhun) | Čína | Q235, Q345, ST12, ST14 | Strukturální, tváření za studena, tažení |
Mnoho z těchto označení třídy je v podstatě ekvivalentní, pokud jde o vlastnosti materiálu, i když se konvence pojmenování liší. Například JIS SPCC, EN DC01 a ASTM A1008 CS Typ B jsou všechny standardní komerční oceli válcované za studena s velmi podobnými vlastnostmi. Při práci napříč mezinárodními dodavatelskými řetězci si vždy před nahrazením jakostí vyžádejte křížovou referenční dokumentaci nebo požádejte svého metalurga, aby potvrdil rovnocennost.

Ocelové svitky jsou páteří moderní výroby. Naprostá všestrannost ploché válcované oceli – v jejích různých formách, jakostech a povlakech – znamená, že se objevuje prakticky ve všech odvětvích ekonomiky. Zde je pohled na nejvýznamnější oblasti použití:
Automobilový průmysl je celosvětově jedním z největších spotřebitelů ocelových svitků. Za studena válcované a pozinkované svitky jsou lisovány do panelů karoserie, dveřních plášťů, kapot, blatníků a konstrukčních výztuh. Cívky z vysokopevnostní a ultravysokopevnostní oceli (UHSS) – s mezí kluzu přesahující 600 MPa – se stále častěji používají v dílech kritických z hlediska bezpečnosti, jako jsou sloupky B, nosníky dveří a výztuhy nárazníků, kde absorbují energii nárazu a zároveň umožňují výrobcům automobilů snížit hmotnost a splnit cíle v oblasti spotřeby paliva.
Předlakované a pozinkované ocelové svitky jsou válcované do střešních panelů, obkladů stěn, vaznic, ocelových rámových sloupků a lemování. Strukturální svitky válcované za tepla jsou rozřezány a tvarovány do dutých profilů, úhelníků a kanálů používaných v ocelových rámových budovách, skladech a průmyslových konstrukcích. Poptávka stavebního sektoru po svitcích s povlakem je silně řízena potřebou trvanlivých plášťů budov s nízkými nároky na údržbu ve všech klimatických podmínkách.
Bubny praček, skříně ledniček, vložky pecí a kryty klimatizací jsou všechny vyrobeny z ocelových svitků válcovaných za studena nebo předem natřených. Průmysl spotřebičů vyžaduje stálou kvalitu povrchu a úzké tolerance tloušťky, aby bylo zajištěno, že panely lze tvarovat, svařovat a natírat bez defektů. Ocelové cívky s povlakem odolným proti otiskům prstů – se speciální povrchovou úpravou, která minimalizuje viditelné otisky prstů – se stávají stále oblíbenějšími pro prémiové povrchové úpravy spotřebičů.
Pocínovaný plech — za studena válcovaná ocel potažená velmi tenkou vrstvou cínu — je jedním z originálních potažených ocelových výrobků a zůstává nepostradatelný pro plechovky od potravin a nápojů, aerosolové nádoby a plechovky od barev. Použitá ocel musí být extrémně tenká (jen 0,1 mm), velmi plochá a bez povrchových defektů, aby mohla být tvarována při vysokých rychlostech moderních linek na výrobu plechovek. Ocel bez cínu (TFS), potažená oxidem chrómu místo cínu, je také široce používána jako cenově výhodná alternativa v nepotravinářských obalech.
Ocelové svitky hrají stále větší roli v energetickém sektoru. Cívky z elektrické oceli – pásy válcované za studena ze slitiny křemíku s pečlivě kontrolovanými magnetickými vlastnostmi – jsou raženy do laminací pro jádra elektromotorů a jádra transformátorů. S rostoucím počtem elektrických vozidel a instalací obnovitelných zdrojů energie se zrychluje poptávka po vysoce účinných elektrických ocelových cívkách. Montážní systémy solárních panelů, sekce věží větrných elektráren a oceli potrubí jsou také vyráběny z plochých válcovaných svitků.
Dokonce i od renomovaných závodů mohou ocelové svitky nést vady – některé zděděné z procesu výroby oceli, jiné vzniklé během válcování, potahování nebo navíjení. Rozpoznání těchto vad vám pomůže rozhodnout, zda je materiál vhodný k použití, je třeba jej snížit nebo jej zamítnout. Mezi nejčastější typy defektů patří:

Díky vysokému antikoroznímu výkonu jsou oblíbené ve stave...
PPGI / PPGL COIL celý název je předbarvený galvanizovaný ...
Přístav: Zhejiang, Čína Výhody naší předlakované pozin...

APLIKACE PPGI Konstrukce:Venku:Dílna, zemědělský sklad...




