Summary: PROTI barevná ocelová cívka výrobní proces může substrát procházet pečicí pecí maximální rychlostí 140 m...
PROTI
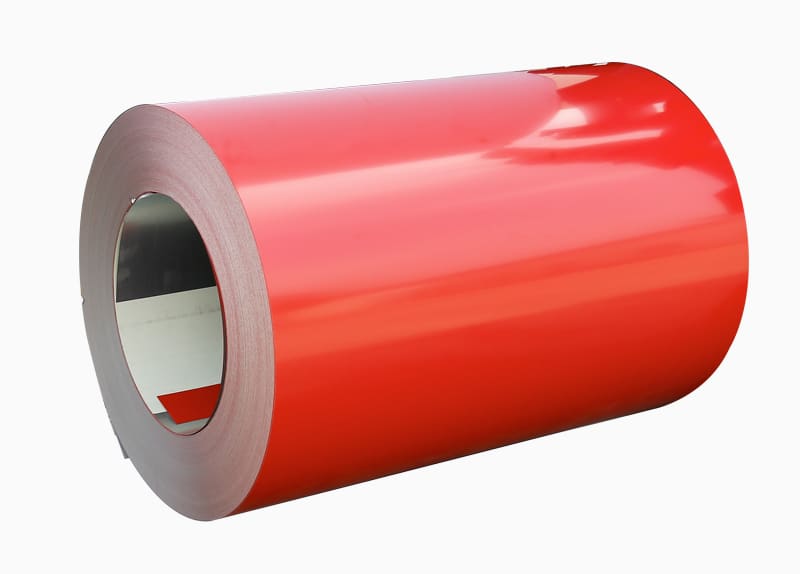
barevná ocelová cívka výrobní proces může substrát procházet pečicí pecí maximální rychlostí 140 m/min. Aby se poskytovala uspokojivá doba vytvrzování, je délka vypalovací pece obecně 30-50 m. Po natření podkladu jsou na obou stranách naneseny mokré nátěrové filmy. Aby byl zavěšen zavěšen v dutině pece, existují obecně dva typy pecí: vzduchové a závěsné.
Typ s plovoucím vzduchem využívá k držení substrátu vzestupný proud vzduchu v peci; závěsný typ využívá napětí generované napínacími válečky před a za pásem k řízení polohy pásu v peci. Kvůli velké vzdálenosti bude mít substrát určitý stupeň průhybu. Dutina pece musí být navržena jako typ s obráceným obloukem. Barevná lakovací jednotka je obecně ohřívána horkým vzduchem a existuje také způsob ohřevu spalin ze spalování plynu. Teplota v peci je pro kontrolu rozdělena do 4~5 oblastí, takže teplotní křivka v peci lze měnit podle požadavků použitých barev.
Pro vytvrzování povlaku jsou nyní k dispozici dva způsoby ohřevu, lineární a zakřivený. Lineární typ se týká způsobu vytvrzování, při kterém jsou teploty pece 4 až 5 oblastí vypalovací pece zcela jistě; zakřivený typ se týká způsobu řízení vytvrzování různými teplotami ve 4 až 5 oblastech v peci. Například délka pece je 50 m, rychlost jednotky je 120 m/min a pásová ocel o tloušťce 0,5 mm lze ohřívat při stejné teplotě pece 310 °C, 310 °C, Lze použít 310 °C, 310 °C a 310 °C nebo 210 °C. , 260 ℃, 330 ℃, 350 ℃, 320 ℃ 5 různých křivek teploty pece pro ohřev. Nejlepší požadavky na teplotní křivku každé jednotky pro každý nátěr jsou praxi.