- č.8,zaolinská silnice,
ulice longxiang,
tongxiang, zhejiang, Čína - +86 573 89381086[email protected]
- StahováníPDF brožury
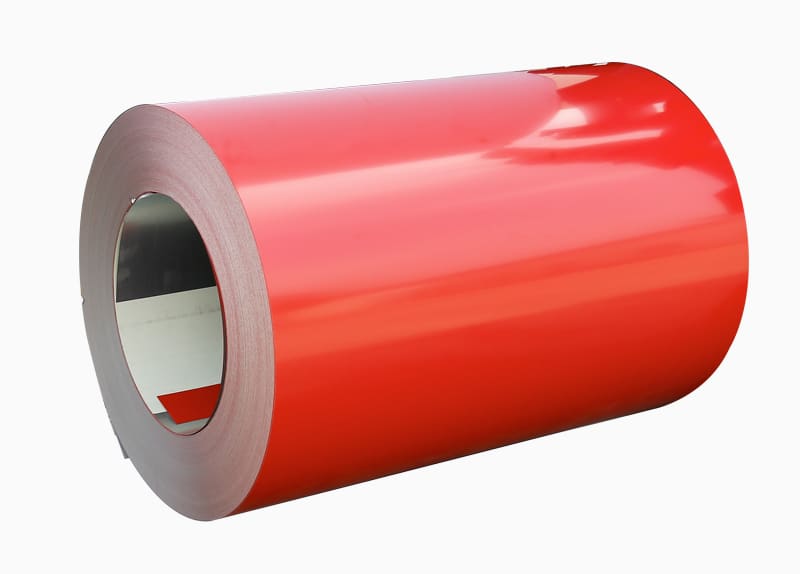
Ocelové svitky s barevným povlakem – také široce označované jako předlakované ocelové svitky, svitky PPGI (předlakované galvanizované železo) nebo barevně lakovaná válcovaná ocel – jsou ocelové svitky, které byly zpracovány na kontinuální lince na nanášení svitků, kde je jeden nebo oba povrchy před odesláním vyčištěny, chemicky ošetřeny, opatřeny základním nátěrem a opatřeny jednou nebo více vrstvami organického povlaku. Tento proces vytváří konzistentní, továrně řízený povlak, který je mnohem jednotnější a odolnější než lakování po výrobě aplikované na řezané nebo tvarované díly.
Základní substrát použitý pro barevně potažené ocelové cívky se může výrazně lišit v závislosti na zamýšlené aplikaci. Nejběžnějším substrátem je žárově zinkovaná ocel (GI), která pod organickým povlakem poskytuje ochranu proti korozi na bázi zinku. Mezi další substráty patří galvalum (ocel potažená slitinou hliníku a zinku, také známá jako AZ nebo Zincalume), galvanizovaná ocel, ocel válcovaná za studena (CR) a příležitostně za tepla válcovaná mořená a naolejovaná ocel (HRPO) pro průmyslové použití s vyšší tloušťkou. Kombinace kovového povlaku a organického vrchního laku dává barevně lakovaným ocelovým svitkům vícevrstvou ochranu proti korozi, UV degradaci a mechanickému poškození.
Proces nanášení povlaků v svitcích – někdy nazývaný kontinuální linka na nanášení svitků nebo proces CCL – je vysoce automatizovaná, vysokorychlostní výrobní operace, která nanáší povlaky na ocelové pásy při rychlostech linky typicky v rozmezí od 60 do 150 metrů za minutu. Pochopení výrobních kroků pomáhá kupujícím posoudit požadavky na kvalitu a pochopit, proč se produkty s povlakem ve svitku chovají odlišně od konvenčně lakované oceli.
Ocelový pás nejprve prochází řadou čisticích stupňů, které odstraňují válcované oleje, povrchové oxidy a nečistoty pomocí alkalických čističů a oplachů vodou. Poté následuje fáze chemické předúpravy – typicky konverzní nátěr bez chromátu (na bázi zirkonia nebo titanu) nebo fosforečnanu železa – který vytvoří chemicky aktivní povrch, který podporuje přilnavost základní vrstvy a poskytuje další bariérovou ochranu proti korozi pod filmem. Výběr chemie pro předúpravu se stává stále důležitější, protože regulační tlak tlačí průmysl směrem k systémům bez chromátů.
Po předúpravě se na jednu nebo obě strany pásu nanese pomocí válečku základní nátěr. Základní nátěr – obvykle epoxidový, polyuretanový nebo polyesterový přípravek – slouží jako adhezní vrstva mezi předúpravou a vrchním nátěrem a často obsahuje pigmenty inhibující korozi, jako je chromát strontnatý nebo fosforečnan zinečnatý. Pás opatřený základním nátěrem pak prochází vytvrzovací pecí, kde se zahřeje na špičkovou teplotu kovu (PMT) přibližně 200–240 °C pro tepelné vytvrzení. Typická tloušťka suchého filmu základního nátěru se pohybuje od 5 do 8 mikronů.
Vrchní nátěr se nanáší na vytvrzený základní nátěr pomocí druhé stanice válečkového nanášení. Jedná se o vrstvu, která poskytuje barvu, lesk a povrchové vlastnosti hotového předlakovaného ocelového svitku. Po nanesení pás prochází druhou vytvrzovací pecí – opět na PMT typicky 220–250 °C v závislosti na systému pryskyřice – a poté se prudce ochladí vodou, aby se potažený pás před opětovným navinutím rychle ochladil. Zadní vrstva se často nanáší na zadní stranu během fáze základního nebo vrchního nátěru, aby byla zajištěna ochrana proti korozi a tvarovatelnost na neviditelné ploše.
Pryskyřičný systém vrchního nátěru je jediným nejdůležitějším určujícím faktorem odolnosti vůči povětrnostním vlivům, pružnosti, chemické odolnosti a životnosti ocelového výrobku s barevným nátěrem. Různé chemické složení pryskyřic nabízí odlišné výkonnostní profily vhodné pro různá konečná použití a podmínky expozice.
Standardníní polyester je nejrozšířenější krycí pryskyřicí v průmyslu barevně lakovaných ocelových svitků díky své nízké ceně, vynikající zpracovatelnosti, dobrému barevnému rozsahu a adekvátnímu výkonu pro interiérové a lehké exteriérové aplikace. Typická tloušťka suchého filmu je 15–25 mikronů. Standardní PE povlaky mají omezenou odolnost vůči UV záření a obecně se nedoporučují pro venkovní architektonické aplikace s životností delší než 10 let v drsném prostředí. Nejčastěji se používají pro vnitřní zastřešení, obecné průmyslové obklady, panely spotřebičů a regály.
Silikonem modifikované polyesterové povlaky obsahují silikonovou pryskyřici do polyesterové páteře, což výrazně zlepšuje odolnost proti UV záření a tepelnou odolnost ve srovnání se standardním PE. Povlaky SMP jsou široce používány pro venkovní zastřešení a obklady v mírných klimatických podmínkách a nabízejí životnost obvykle 15–20 let pro zachování barvy a odolnost proti křídě. Tloušťka filmu je podobná standardnímu PE při 20–25 mikrometrech. SMP poskytuje dobrou rovnováhu mezi výkonem a cenou pro běžné stavební aplikace.
HDP pryskyřice jsou formulovány s polyesterovými páteřemi s vyšší molekulovou hmotností a optimalizovanými balíčky UV stabilizátorů, aby poskytovaly lepší odolnost vůči povětrnostním vlivům oproti standardnímu PE bez plné cenové prémie PVDF. Povlaky HDP jsou stále více specifikovány jako cenově výhodná varianta střední třídy pro venkovní aplikace, kde je výkon SMP hraniční, ale plná specifikace PVDF není komerčně opodstatněná. Typické požadavky na životnost jsou 20–25 let pro odolnost proti křídě v mírných klimatických podmínkách.
Nátěry na bázi PVDF – prodávané pod obchodními názvy jako Kynar 500 a Hylar 5000 – představují prvotřídní vrstvu barevně lakovaných ocelových spirálových vrchních nátěrů a jsou měřítkem pro architektonické aplikace s dlouhou životností. Fluorpolymerová páteř poskytuje výjimečnou odolnost vůči UV záření, křídování, vyblednutí barvy, chemickému napadení a zadržování nečistot. Standardní složení obsahuje 70 % PVDF pryskyřice a 30 % akrylu. Tloušťka filmu je typicky 25–27 mikronů pro standardní dvouvrstvý systém. Barevné ocelové svitky potažené PVDF jsou určeny pro špičkové architektonické střešní krytiny, obvodové pláště a fasádní obklady, kde je požadována záruční doba 30–40 let. Fluoroethylenvinyletherové (FEVE) pryskyřice nabízejí srovnatelný výkon a získávají podíl na trhu v architektonických nátěrech na bázi rozpouštědla.
Plastisolové nátěry jsou silné nátěry na bázi PVC aplikované v tloušťce suchého filmu 100–200 mikronů, vytvářející vysoce strukturovaný povrch s vynikající odolností proti poškrábání, tvarovatelností a akustickými tlumícími vlastnostmi. Běžně se používají pro střešní plechy, obklady stěn a zemědělské budovy na severoevropských trzích. Hlavním omezením plastizolu je relativně nízká odolnost proti UV záření ve srovnání s PVDF a tendence křídovat v prostředích s vysokým UV zářením, ačkoli varianty stabilizované proti UV záření výrazně zlepšily venkovní životnost.
Ocelové svitky s barevným povlakem jsou vyráběny a obchodovány podle řady národních a mezinárodních norem, které definují jakost substrátu, hmotnost povlaku, mechanické vlastnosti a kvalitu povrchu. Znalost nejdůležitějších norem zabraňuje chybám ve specifikaci a nedorozuměním v dodavatelském řetězci.
| Standard | Region | Rozsah |
| EN 10169 | Evropě | Ploché ocelové výrobky s kontinuálním organickým povlakem – požadavky a testování |
| ASTM A755 | USA | Ocelový plech, pokovený procesem žárového ponoru a předlakovaný procesem coil-coating |
| JIS G3312 | Japonsko | Předbarvené ocelové plechy a svitky žárově zinkované a potažené slitinou zinku a železa |
| GB/T 12754 | Čína | Ocelové plechy a pásy s barevným povlakem – národní norma pro výrobky PPGI a PPGL |
| AS 1397 | Austrálie/NZ | Ocelové plechy a pásy – žárově zinkované nebo hliníkové/pozinkované, relevantní pro Colorbond a podobné produkty PPGL |
Při získávání barevně potažených ocelových svitků v mezinárodním měřítku – zejména z čínských závodů nebo závodů v jihovýchodní Asii – je nezbytné potvrdit, podle jaké normy je produkt vyráběn, protože stupně mechanických vlastností, hmotnosti zinkového povlaku a tolerance tloušťky filmu se mezi normami výrazně liší. Vždy si vyžádejte osvědčení o zkoušce frézování (MTC), které výslovně odkazuje na příslušnou normu a obsahuje naměřené hodnoty hmotnosti zinkového povlaku, tloušťku suchého filmu, úroveň lesku a výsledky testu ohybu T.

Nákup barevně potažených válcovaných ocelových svitků bez pečlivého přezkoumání technické specifikace je jedním z nejčastějších zdrojů problémů s výkonem a záručních sporů v konstrukci a výrobě. Zde jsou kritické parametry, které je třeba specifikovat a ověřit:
Ocelové svitky s barevným povlakem jsou jedním z nejuniverzálnějších dostupných konstrukčních a průmyslových materiálů, které slouží pozoruhodné řadě koncových trhů. Pochopení toho, kde a jak se používají, pomáhá kupujícím sladit specifikace produktu se skutečnými požadavky na služby.
Stavebnictví je celosvětově zdaleka největším koncovým sektorem pro barevně potažené ocelové svitky a spotřebuje odhadem 60–70 % celkové produkce. Aplikace zahrnují profilované střešní plechy, stěnové obkladové panely, střešní systémy se stojatou drážkou, kompozitní sendvičové panely, dešťové zástěny, okapové systémy a systémy pro dešťovou vodu a ocelové rámové komponenty. Pro střešní krytiny a opláštění jsou substráty PPGL (pre-painted galvalume) na bázi galvalu s vrchním nátěrem SMP nebo PVDF stále více preferovány před galvanizovaným PPGI kvůli vynikající odolnosti povlaku ze slitiny hliníku a zinku vůči řezné korozi.
Chladničky, pračky, klimatizační jednotky, mikrovlnné trouby a myčky nádobí používají ocelové panely s barevným povlakem pro vnější a vnitřní součásti kostry. Předlakovaná ocelová cívka pro zařízení vyžaduje vynikající odolnost proti poškrábání, chemickou odolnost vůči detergentům a čisticím prostředkům, hladký povrchový vzhled a konzistentní barvu ve velkých objemech výroby. Nejčastěji se používají nátěry na bázi polyesteru a polyuretanu, často se speciální povrchovou úpravou proti otiskům prstů nebo antibakteriální úpravou pohledových panelů.
Návěsy nákladních automobilů, železniční vagóny, panely karoserie autobusů, dveře kontejnerů a vložky přepravních kontejnerů jsou vyrobeny z ocelových svitků s barevným povlakem. Tyto aplikace vyžadují vysokou odolnost proti nárazu, dobrou tvarovatelnost pro složité tvary panelů a trvanlivost při opakovaném mechanickém namáhání a vystavení povětrnostním vlivům. V tomto sektoru jsou často specifikovány silné plastisolové nebo vysoce nanášené polyesterové povlaky pro jejich vynikající odolnost proti oděru a oděru.
Ocelové skladové regály, policové systémy, skříňové panely, kancelářský nábytek, garážová vrata a průmyslové ohrádky jsou vyráběny z barevně lakovaného ocelového svitku ve velkých sériích. V těchto aplikacích je primární hnací silou nákladová efektivita a standardní polyesterové povlaky na galvanizovaném substrátu Z100–Z140 jsou obvykle dostatečné. Konzistence barev a kvalita povrchu jsou důležité tam, kde budou hotové výrobky viditelné v maloobchodním nebo kancelářském prostředí.
Dva dominantní typy substrátů pro ocelové svitky s barevným povlakem – PPGI (předbarvené pozinkované železo, pozinkované) a PPGL (předbarvený galval, hliník-zinek) – jsou kupujícími často zaměňovány nebo zaměňovány, ale mají výrazně odlišné profily výkonu, které by měly řídit výběr substrátu.
| Majetek | PPGI (galvanizované) | PPGL (Galvalume / AZ) |
| Kovová povlaková kompozice | Čistý zinek (99% Zn) | 55 % Al, 43,5 % Zn, 1,5 % Si |
| Odolnost proti korozi plochého povrchu | Dobře | Vynikající (2–4× lepší než GI) |
| Špičková odolnost proti korozi | Vynikající (ochrana obětního zinku) | Mírné (méně obětavé jednání) |
| Tepelná odolnost | Střední (zinek taje při 420 °C) | Dobře (Al content raises resistance) |
| Tvařitelnost | Velmi dobré | Dobře (slightly less ductile) |
| Relativní náklady | Nižší | Mírně vyšší |
| Nejlépe se hodí pro | Spotřebiče, obecná konstrukce, použití v interiéru | Zastřešení s dlouhou životností, přímořské a agresivní prostředí |
Pro většinu aplikací venkovních střech a obkladů s dlouhou životností – zejména v pobřežních, průmyslových nebo tropických prostředích – je PPGL preferovaným substrátem díky své výrazně lepší celkové odolnosti proti korozi. Tam, kde se profilované plechy řežou na délku na místě a kde je prvořadým zájmem ochrana řezných hran, poskytuje PPGI obětovaný účinek zinku výhodu. Na mnoha trzích jsou oba typy substrátů nabízeny ve stejném nátěrovém systému a barevné škále, takže volba je přímočarým rozhodnutím o výkonu versus náklady na základě konkrétního prostředí expozice.
Předem natřené ocelové svitky jsou náchylné k několika formám poškození během skladování a manipulace, kterým lze zcela předejít správnými postupy. Poškození utrpěné v této fázi je často nevratné a má za následek nákladné vyřazení materiálu nebo snížení výkonu služby.

Díky vysokému antikoroznímu výkonu jsou oblíbené ve stave...
PPGI / PPGL COIL celý název je předbarvený galvanizovaný ...
Přístav: Zhejiang, Čína Výhody naší předlakované pozin...

APLIKACE PPGI Konstrukce:Venku:Dílna, zemědělský sklad...




